
Изготовление стеклопластиковых изделий (с картинками), для тех кто хочет сам сделать |

 14.4.2009, 18:28 14.4.2009, 18:28
Сообщение
#1
|
|
 Вставить ник Суправод  Группа: Пользователи Сообщений: 131 Регистрация: 23.2.2009 Из: Самара Пользователь №: 3 365 Авто:JZA61 2JZ-GE/AT |
Несколько лет назад писал мануал кратенький, если кому не лень - дополняйте
 На примере изготовления бампера Начинаем с того что к штатному бамперу привинчиваем предварительно вырезанную фанеру или любой другой кусок плоского материала который будет служить основой нижней части бампера, и начинаем долепливать неоюходимые элементы из пластелина. Пластелин используем скульптурный, у нас продаётся в магазине для художников и скульпторов. кирпичами по 1 кг. стоит в районе 45-50 рублей.   Время от времени примеряем на авто и смотрим что получается, корректируем форму..   После окончательного определения с формой и поверхностями доводим все поверхности пластилиновые до гладкого состояния при помощи шпателей, плстмассовых и железных линеек, кредитных карточек.. Что бы в последствии на изделии было минимум шпаклёвки.   И подготавливаем бампер для снятия матрицы. Устанавливаем так, что бы везде можно было достать ксточкой и руками.  Потом берём воск и тщтельно промазывем все поверхности и особенно края, что бы матрица ни где не прилипла к бамперу.  Дальше начинается процесс изготовления матрицы. Берём Гелькоат (мы используем для черновых матриц обычный серый под кисть) и аккуратно наносим на наш бампер кистью так, что бы не содрать слой воска.   Так покрываем весь бампер и оставляем сохнуть. Сохнет до момента, когда уже пальцы не оставляют следов. мы обычно ждём от 4 часов до суток в зависимости от загруженности и температуры.  Потом покрывается вторым слоем.  И начинается процесс ламинации. Стекломатом (мы используем стекломатт с плотностью 300гр/м2) и смолой 105 предускоренной. Кладём послойно, хорошо пропитывя стекломат смолой что бы не осталось ни одного пузырька, особенно в первом слое.  Так кладём от 3-х до 5 слоёв на матрицу и в некоторых ответствеенных местах усиливаем дополнительно.  Собственно после застывания последнего слоя даём ещё денёк на то, что бы матрица посильнеее застыла и вынимаем наш бампер и пластелин изнутри.   После матрицу отчищаем от пластелина и всяких неровностей, отшкуриваем поверхности до которых легко добраться (что бы на изделии эти поверхности меньше доводить) И готовим для начала изготовления изделия.  Собственно процесс изготовления изделия такой же как и для матрицы - обильно смазываем воском все поверхности матрицы, наносимпоследовательно с просушкой 2 слоя гелькоата и так жк с просушкой 2 слоя стекломата, усиливая края и крепёжные места. Так же после затвердевания вынимаем изделие из матрицы и псле этого начинаем готовить его к покраске. Так как в пластелине всё равно в идеал поверхности не выведешь то приходится пользоваться шкуркой и немного шпатлёвочкой. Не забудьте перед нанесением шпатлёвочки предварительно обезжирить и зашкурить поверхности, иначе отвалится.   После доводки отдаём изделия в покраску и вешаем на автомобиль. Наслаждаемся результатом.      Приятного Аппетита! ) П.С. информацию по композитным материалам и приобретению можно узнать тут composite.ru там же есть адреса филиалов по стране. мы у них таримся. Сообщение отредактировал Bars - 3.5.2009, 16:35 -------------------- Изготовление и ремонт стеклопластика
|
 |
 
|



 |
Ответов
|
29.5.2009, 16:32
Сообщение
#2
|
|
|
Вставить ник Потенциальный суправод Группа: Пользователи Сообщений: 469 Регистрация: 30.11.2008 Пользователь №: 3 249 Авто:Метро |
я вроде по этой теми инфу читал,рекомендуется делать из стеклоткани(желательно Т13)и использовать не полиэфирную смолу а эпоксидную,смотрел цены,вроде приемлимые.
Полиэфирная смола . Нет никакого смысла в применении современных видов тканей и высокомодульных материалов со стандартной полиэфирной смолой . Это универсальная смола , которая является стандартом в промышленности на протяжении уже многих лет . Ее недостаток состоит в том , что она довольно хрупкая - при повышенных нагрузках она покрывается трещинами , вместо того чтобы растягиваться и затем принимать свою первоначальную форму . Прежде чем треснуть , ортофталевая полиэфирная смола удлиняется примерно на 2 % при прочности на разрыв в 65 МПа . Это говорит о том , что когда тонкие высокомодульные волокна и современные ткани будут еще тянуться , достигая своего рабочего диапазона , сама смола уже растрескается. Другим видом полиэфирной смолы является изофталевая . Она немного эластичней и обладает повышенной химической стойкостью , т.е. менее чувствительна к осмотическим явлениям и химическим веществам , содержащимся в воде . Изофталевая смола тянется на 2.5% прежде чем растрескаться и обладает примерно такой же прочностью , как и ортофталевая . Стеклопластик на изофталевой полиэфирнрй смоле , отформованный при помощи вакуума с использованием биаксиального материала со стекломатом (Е) позволяет получить достаточно прочный корпус , который прочнее , чем стандартный ламинат из мата и ровинга . Увеличение стоимости по сравнению с вариантом мат-ровинг-ортофталевая смола довольно незначительное . Винилэфирная смола . Чтобы максимально использовать прочностные свойства современных волокон , необходима смола , обладающая высокой прочностью и при этом способная тянуться. В судостроении такими смолами чаще всего выступают винилэфирная и эпоксидная . Винилэфирная обладает гораздо большей эластичностью , чем любая из полиэфирных - в среднем она тянется на 5% , прежде чем треснуть и обладает прочностью на разрыв в 82 МПа . Это означает , что стеклопластик на основе такой смолы будет много прочнее полиэфирного и прочность соединения оболочки с заполнителем будет выше . Винилэфирная смола обладает куда более высокой химической и осмотической стойкостью , чем любая из полиэфирных смол. Еще одним достоинством винилэфирных смол является их совместимость с материалами , которыми обработаны стандартные стекломаты и с оборудованием и технологиями , применяемыми при работе с полиэфирными смолами . Те , кто привык работать с полиэфирной смолой , не испытывают каких-либо трудностей при переходе на винилэфирные и обратно . Что более ценно - винилэфирные обладают уникальным свойством образования хороших клеевых соединений с полиэфирной смолой , равно как и наоборот . Все это позволяет очень гибко организовать процесс производства . В большинстве случаев стеклопластик на винилэфирной смоле с использованием биаксиального материала со стекломатом (Е) либо высокомодульных тканей обладает такой прочностью , которая только может потребоваться на практике . Эпоксидные смолы . Смолы , обладающие еще более высокой прочностью - эпоксидные . Они тянутся как правило более чем на 5% , а прочность на разрыв составляет 86 МПа . Химическая стойкость у них еще выше , чем у винилэфирных . Благодаря своей способности заполнять мелкие пустоты и высокой эластичности , эпоксидные смолы обладают самой высокой прочностью на отрыв из всех стандартных смол . Как следствие , стеклопластик на основе эпоксидной смолы может с успехом формоваться без использования стекломата вообще (хотя для образования соединения сэндвичевого заполнителя с оболочкой и требуется предназначенный для эпоксидной смолы мат либо специальная шпатлевка ) . Если из ламината убрать стекломат , это позволит добиться наивысшего содержания в нем стекла или иного волокна , получив в итоге стеклопластик с самыми высокими механическими характеристиками . Качественно отформованный вакуумом ламинат из конструкционного стекловолокна (S) обладает прочностью на изгиб в 586 МПа . Это равноценно прочности нержавеющей стали при в пять раз меньшем весе и отсутствии коррозии . Стеклопластик такого рода весьма недешев - как по стоимости материалов , так и по квалификации работников и проектировщиков . Применяемое при этом оборудование плохо совместимо с полиэфирным техпроцессом . Поэтому на практике эпоксидные смолы более всего находят применение в области достижения предельных скоростей , в военной и спасательной технике . Стекломат , он же просто мат , представляет собой стекловолокна , нарубленные мелкими кусками длиной от 12 до 50 мм и склеенные друг с другом временным связующим - эмульсией . Из-за того , что волокна короткие и ориентированы хаотично , мат не отличается прочностью. Однако он легко пропитывается смолой , так как является мягким , толстым и рыхлым , похожим на губку при пропитывании . Мат хорошо использовать для клеевого соединения слоев из других видов стекломатериалов и заполнителей . Поэтому самый популярный способ формования корпуса - это укладка чередующихся между собой слоев ровинга и мата .  Тканый ровинг . Тканый ровинг - тяжелая грубая ткань , состоящая из прядей стекловолокна . Благодаря тому , что волокна имеют большую длину и ориентированы в перпендикулярных направлениях , ровинг представляет собой очень прочное армирование . При равном весе , отформованный из одного только ровинга стеклопластик обладает в два раза большей прочностью , чем стандартный стеклопластик из ровинга и мата . Однако , чтобы изготовить качественный ламинат из чистого ровинга , требуется высокая квалификация и внимание . Без мягкого рыхлого материала , каким является мат , сложно добиться , чтобы сравнительно твердые и плоские слои ровинга надежно склеились друг с другом . Поскольку стеклопластик из ровинга с матом на практике обладает достаточными качествами для обычных лодок , мало кто из производителей идет на дополнительные расходы .  Стеклоткань . Настоящая стеклоткань представляет собой очень прочный материал . Из-за своей дороговизны она применяется практически исключительно в конструкциях небольших лодок и для отделочных работ . В отличие от ровинга ткань имеет очень мелкую текстуру и часто используется при формовании как наружный слой для укрытия грубой поверхности ровинга и мата . К примеру , один-единственный слой стеклоткани изнутри корпуса позволяет получить красивую гладкую поверхность . Как следствие , тонкую стеклоткань часто именуют отделочной . Конструкционная стеклоткань Т-13 наиболее удачно подходит для изготовления различных видов стеклопластиков, например: бампера автомобилей, лодки, яхты, и т.д. Она имеет следующие характеристики: толщина 0,27 мм, поверхностная плотность 285 г/м2, плотность ткани по основе (16 нить/см), плотность ткани по утку (10 нить/см), разрывная нагрузка по основе не менее 1960(200) Н(кгс), разрывная нагрузка по утку 1274(130) Н(кгс), вид плетения – полотняное. Замасливатель Парафиновая Эмульсия. Стеклоткань конструкционная Т-13 поставляется в рулонах различной намотки 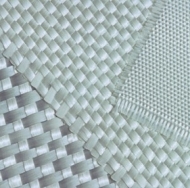 Источник : The Elements of Boat Strength , 2000 Сообщение отредактировал Supreman - 29.5.2009, 16:57 -------------------- |
|
|
|


Сообщений в этой теме
Bars Изготовление стеклопластиковых изделий (с картинками) 14.4.2009, 18:28 Блек ОГРОМНОЕ СПС
оч полезно почитать т.к. летом думал ... 14.4.2009, 18:42 Sub Зачет! Можно прям в FAQ переносить 14.4.2009, 21:13 LeX@ ещё бы фак по применению грунта(какой) для окраса. 15.4.2009, 10:07 Bars Ну для стеклопластика какого-то особого грунта не ... 15.4.2009, 15:46
Блек ОГРОМНОЕ СПС
оч полезно почитать т.к. летом думал ... 14.4.2009, 18:42 Sub Зачет! Можно прям в FAQ переносить 14.4.2009, 21:13 LeX@ ещё бы фак по применению грунта(какой) для окраса. 15.4.2009, 10:07 Bars Ну для стеклопластика какого-то особого грунта не ... 15.4.2009, 15:46
 Artfto А если гелькоата нет? У меня стеклопластиковые пор... 15.4.2009, 15:59 Bars Ну в принцыпе положение это спасёт, только достато... 15.4.2009, 17:05 LeX@ что то мне эта затея не особо нравитцо после приоб... 15.4.2009, 17:43 Bars Каким пластиком? Гелькоаты делаются из той же смол... 15.4.2009, 19:19 LeX@ спасибо за разъяснения. 15.4.2009, 19:39 Supreman ыы....ссылка не работает корректно. 3.5.2009, 7:27 Bars Сайт обновили, исправил. 3.5.2009, 16:36 supra300 уточнение: материалы для окрашивания FRP CFRP прим... 28.5.2009, 21:34 supra300 Ровинг можно проследить во многих изделиях,это быс... 29.5.2009, 21:09 Supreman Мат... мат работает в отличие от ткани не в ДВУХМЕ... 29.5.2009, 23:16 supra300 Цитата(Supreman @ 29.5.2009, 21:20) Мат..... 31.5.2009, 22:27 Bars Да, капот сделать можно из стеклоткани, на нём не ... 31.5.2009, 6:20 Supreman Вроде,стеклоткань прочнее чем мат...или я что то н... 31.5.2009, 23:20 supra300 Если нет уважения к тому кто работает и тем кто пи... 2.6.2009, 19:46 Supreman Спорить не буду,конешно,потому что сам хз!)ну ... 3.6.2009, 6:51 supra300 Цитата(Supreman @ 3.6.2009, 4:55) Спорить... 3.6.2009, 9:47 Supreman Ну а про капот что скажишь?можно самому из стеклот... 3.6.2009, 13:39 Bars supra300 Спасибо за ссылку, перечитал сайт, освежи... 3.6.2009, 16:32 Supreman я бы хотел их не покупать,а продавать) 3.6.2009, 18:02 LeX@ забарыжиться решил?
подзаработать на Супру?
дело ... 3.6.2009, 19:19 Supreman ага! Но вообще хотел бы сначала, поучаствоват... 3.6.2009, 19:57 supra300 тогда возьми простую небольшую деталь плоскую и по... 4.6.2009, 16:51 Supreman Да,надо думать. 4.6.2009, 16:53 Bars +1 к Диме, не самое выгодное занятие - изготовлени... 5.6.2009, 6:27 LeX@ вопрос к знатокам...
купил бампер реплику. по слов... 29.6.2009, 18:53 supra300 чтобы ремонтировать такое изделие надо точно знать... 30.6.2009, 20:57 LeX@ зря не зря ...... а паутинка на поверхности есть. ... 30.6.2009, 21:51 supra300 тогдаподождём) хотя в 90% это гелькоат, полиэфирна... 1.7.2009, 0:03 LeX@ нашел вот такую штуку. что скажеш?
http://www.cham... 1.7.2009, 5:19 supra300 один из продавцов материалов и оборудования. Где-т... 1.7.2009, 11:00 LeX@ я же не собираюсь делать новую деталь, я хочу прос... 1.7.2009, 15:12 supra300 где-то уже писал как ремонтировать поэтапно. Если ... 2.7.2009, 14:21
Artfto А если гелькоата нет? У меня стеклопластиковые пор... 15.4.2009, 15:59 Bars Ну в принцыпе положение это спасёт, только достато... 15.4.2009, 17:05 LeX@ что то мне эта затея не особо нравитцо после приоб... 15.4.2009, 17:43 Bars Каким пластиком? Гелькоаты делаются из той же смол... 15.4.2009, 19:19 LeX@ спасибо за разъяснения. 15.4.2009, 19:39 Supreman ыы....ссылка не работает корректно. 3.5.2009, 7:27 Bars Сайт обновили, исправил. 3.5.2009, 16:36 supra300 уточнение: материалы для окрашивания FRP CFRP прим... 28.5.2009, 21:34 supra300 Ровинг можно проследить во многих изделиях,это быс... 29.5.2009, 21:09 Supreman Мат... мат работает в отличие от ткани не в ДВУХМЕ... 29.5.2009, 23:16 supra300 Цитата(Supreman @ 29.5.2009, 21:20) Мат..... 31.5.2009, 22:27 Bars Да, капот сделать можно из стеклоткани, на нём не ... 31.5.2009, 6:20 Supreman Вроде,стеклоткань прочнее чем мат...или я что то н... 31.5.2009, 23:20 supra300 Если нет уважения к тому кто работает и тем кто пи... 2.6.2009, 19:46 Supreman Спорить не буду,конешно,потому что сам хз!)ну ... 3.6.2009, 6:51 supra300 Цитата(Supreman @ 3.6.2009, 4:55) Спорить... 3.6.2009, 9:47 Supreman Ну а про капот что скажишь?можно самому из стеклот... 3.6.2009, 13:39 Bars supra300 Спасибо за ссылку, перечитал сайт, освежи... 3.6.2009, 16:32 Supreman я бы хотел их не покупать,а продавать) 3.6.2009, 18:02 LeX@ забарыжиться решил?
подзаработать на Супру?
дело ... 3.6.2009, 19:19 Supreman ага! Но вообще хотел бы сначала, поучаствоват... 3.6.2009, 19:57 supra300 тогда возьми простую небольшую деталь плоскую и по... 4.6.2009, 16:51 Supreman Да,надо думать. 4.6.2009, 16:53 Bars +1 к Диме, не самое выгодное занятие - изготовлени... 5.6.2009, 6:27 LeX@ вопрос к знатокам...
купил бампер реплику. по слов... 29.6.2009, 18:53 supra300 чтобы ремонтировать такое изделие надо точно знать... 30.6.2009, 20:57 LeX@ зря не зря ...... а паутинка на поверхности есть. ... 30.6.2009, 21:51 supra300 тогдаподождём) хотя в 90% это гелькоат, полиэфирна... 1.7.2009, 0:03 LeX@ нашел вот такую штуку. что скажеш?
http://www.cham... 1.7.2009, 5:19 supra300 один из продавцов материалов и оборудования. Где-т... 1.7.2009, 11:00 LeX@ я же не собираюсь делать новую деталь, я хочу прос... 1.7.2009, 15:12 supra300 где-то уже писал как ремонтировать поэтапно. Если ... 2.7.2009, 14:21 |
1 чел. читают эту тему (гостей: 1, скрытых пользователей: 0)
Пользователей: 0

|
Текстовая версия | Сейчас: 2.6.2026, 2:44 |